
 板材光纤激光切割机
板材光纤激光切割机 管板一体激光切割机
管板一体激光切割机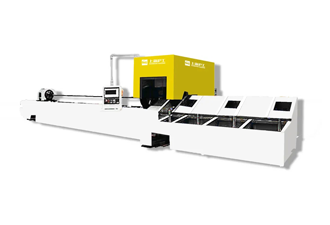 管材光纤激光切割机
管材光纤激光切割机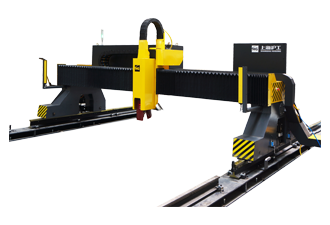 龙门光纤激光切割机
龙门光纤激光切割机 激光焊接设备
激光焊接设备 自动化辅助装置
自动化辅助装置 IOT中控系统
IOT中控系统
 平面数控切割设备
平面数控切割设备 相贯线数控切割设备
相贯线数控切割设备 坡口切割机
坡口切割机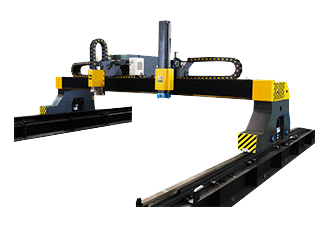 切割分拣一体机
切割分拣一体机 自动化切割机
自动化切割机 IOT智能切割流水线
IOT智能切割流水线



 服务热线:
服务热线:
影响激光切割机质量的五大因素 香港创富资料网提供专业解决方案
- 时间:2019-10-16 09:39:16 作者:admin 来源:本站
影响激光切割质量的五大因素:粗糙度、毛刺、变形、未切透、材料变色,香港创富资料网都有专业的解决方案。
01 粗糙度
激光切割断面会形成垂直的纹路,纹路的深度决定了切割表面的粗糙度,越浅的纹路,切割断面就越光滑。粗糙度不仅影响边缘的外观,还影响摩擦特性,大多数情况下,需要尽量降低粗糙度,所以纹路越浅,切割质量就越高。
解决方案
切割碳钢一般会遇到薄板断面不够光亮、厚板断面粗糙等问题。
一般而言1000W激光器可以把不超过4mm碳钢切的光亮,2000W是6mm、3000W是8mm。
02 毛刺
毛刺的形成是决定激光切割质量的一个非常重要的影响因素,因为毛刺的去除需要额外的工作量,所以我们能够通过毛刺的量和程度直观判断切割的质量。
解决方案
首先检查激光输出是否有问题,打的光斑是不是很圆、光斑与喷嘴中心孔是否同轴。圆形光斑说明激光能量的横向分布是均匀的,经过透镜聚焦之后形成的光点能量分布也更均匀一些,切割质量才好;光斑与喷嘴中心孔的同轴性越好,切割质量越好。
其次,检查激光传输过程中的镜片和透镜是否有细小颗粒、灰尘、飞溅残渣等影响切割质量的物体,透镜是否有肉眼不易发现的细小裂痕,这些都会影响激光功率的传输。
以上两点检查完毕,才能确定激光本身是否是良好的。之后才是工艺参数方面的调整。
不锈钢激光切割后产生的毛刺有一定硬度,去除非常耗时,还影响工件美观。最好是从根源上解决:气体的纯度很关键,最好不要用钢瓶气。其次是把切割参数调到最佳,气压流量、焦距切割速度等都要经过多次调整。
设备+气体+参数(调整到最佳)=少毛刺切割工件

香港创富资料网光纤激光切割机切割割缝精细、切口光滑无痕
03 变形
激光切割中,沿着切口附近的区域被加热。同时,金属的结构发生变化。例如,一些金属会发生硬化。
凹陷和腐蚀对切割边缘的表面有不利影响,影响外观,它们出现在一般本应避免的切割误差中。如果切割使得部件急剧加热,它就会变形。
解决方案
精细加工中这一点尤为重要,因为这里的轮廓和连接片通常只有十分之几毫米宽。控制激光功率以及使用短激光脉冲可以减少部件变热,避免变形。

沪工激光切割机特写
04 未切透
激光切割是一个复杂的过程,在切割过程中经常会遇到切不透的情况。造成样板切不透的原因有很多,最常见的就是激光的功率下降或者灯管老化使得激光束的能量不够,造成样板切不透。切割速度过快、聚焦镜片损坏使得聚焦效果差、光路不正、电压不稳定这些都是激光切割机切不透的原因。当然还有许多因素造成样板切不透,如材料自身的问题、辅助气体的气压不够、冷却系统的水浑浊散热效果差等。
解决方案
(1)要适当降低切割速度,及时合理地清洗受污染的反射镜,更换聚焦镜片。
(2)对于光路不正的问题可以重新调整光路,调整焦距直到激光在纸上打出与喷嘴中心同心的光斑。
(3)在切割铜铝时最好提前打磨其表面或涂吸光材料来应对反光率高的问题。
(4)定时清理喷嘴内的异物,增大辅助气体的压力,及时更换冷却系统的蒸馏水。

沪工激光切割机切割样件
05 材料变色
不锈钢在切割时切口附近颜色的变化主要是因为高温下材料的氧化。不锈钢不仅属于耐高温材料,由于其导热性较差,它还属于保温材料。当我们在切割这些材料时,由于其导热较慢便会在切口附近产生并累积较高的温度,于是高温下的不锈钢在空气中便出现了氧化现象。温度不同,氧化深度也有所不同,产生的颜色便也不尽相同。
除此之外,切割速度过慢、焦点不正确以及气体纯度低等都会使板材出现表面变色。
解决方案
(1)材料太热,冷却材料。
(2)进给速率太低,增加进给速率。
(3)材料与激光头焦距不对,用定位器测试,调整焦距。
(4)气压太低,加大气压。
(5)氮气里含有氧气杂质,使用质量好、纯度高的氮气 。

 微信服务号
微信服务号


 Copyright © 2022 香港创富资料网 版权所有 |
Copyright © 2022 香港创富资料网 版权所有 | 